The articles demonstrate how both TATA and IKEA have incorporated
modularity to gain an edge over their competitors, both in terms of efficiency
and cost. This reminds me of economic concepts on “Comparative and Absolute advantage”,
allowing stakeholders to be better off through the creation of surpluses, which
would otherwise have been lost as the opportunity costs are too high.
In short:
"A person has a
comparative advantage at producing something if he can produce it at lower cost
than anyone else. Someone who is the best at doing something is said to have an
absolute advantage. What it costs someone to produce something is the
opportunity cost—the value of what is given up. Someone may have an absolute
advantage at producing every single thing, but he has a comparative advantage
at many fewer things, and probably only one or two things."[1]
For me, this concept of trade can be applied to
manufacturing allowing to generate that additional surplus through efficient
resource utilization. The articles demonstrate how companies have made use of
modularity to benefit at various stages of their supply chain.

Fig 1: Five Steps of Supply Chain Management[2]
Furniture retailer, IKEA plans for a new product by
analyzing gaps within its product lineup and by assessing the product need for
the identified segment. The price is then determined by surveying the market
and undercutting the competitors by 30-40%.
Next IKEA designs the product in house and looks towards its
distribution centers (located in 33 countries worldwide) to provide the most
suitable design package, focusing on price and quality. This allows IKEA to
choose multiple suppliers to create a single product, allowing for lower cost,
quality and efficiency. To achieve this modularity, IKEA fosters strong
relationships with its suppliers to garner trust and promises them large volume
orders, which allow for economies of scale. This way suppliers can invest in
equipment and cost saving techniques to generate efficiency as they do not have
to worry about being idle or the risk of their investment going down as sunk
costs.
Lastly IKEA has built upon its modular manufacturing
technique to revolutionize its delivery and logistics stage. Most IKEA’s
product components only meet at the store and are flat packaged to save space.
This allows IKEA to save 83% on the volume of goods shipped and also allows
them to save space in their stores.
Incorporating modularity, allowed IKEA to enjoy 20%
increases in growth for 5 years, hence generating that surplus to propel itself
ahead of competition.
TATA has used modular design in a different setting allowing
it to gain an edge over competition. It has utilized its open distribution
innovation to tap the local parties to drive down costs and reach a wider
audience. Involving local parties allowed TATA to generate a sense of ownership
amongst the community, encouraging ideas and innovation. Being part of the
supply chain motivated third parties to reach remote areas and understand the
needs of the market.
A similar approach was adopted by Boeing to manufacture its
787 aircraft. Boeing used various countries to make specialized parts for the
aircraft and brought them together to benefit from heavy manufacturing costs
and storage costs.
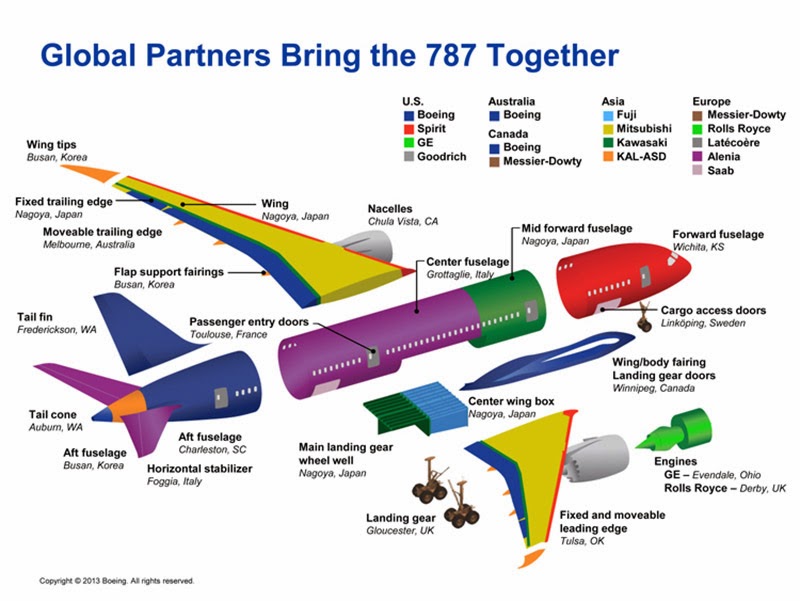
Fig 2: Five Steps of Supply Chain Management[3]
Hence using a modular design approach leads us to think in
terms of specialization. Saving time and maintaining quality to generate volume
helps to lower down costs and expand your target market. Focusing on producing
a specific component in large volumes, rather than the whole product allows
manufactures to invest in specialized machinery as well as save space on
factory floor. A good example is the design of the T25 and T27 cars by
automotive engineer Gordon Bay[4]
who was able to reduce the amount of capital investment through reducing the
space needed for production. His assembly design allowed for factory size to be
reduced by 80%. He was able to use lighter parts, which saved transportation
costs, reduce the emissions footprint, and a simplified assembly process
allowing him to locate production near to customers hence allowing for a
modular approach whereby assembly plants were located adjacent to points of
sale and service.
Can modular
design approach go wrong?
Having discussed the advantages of using a modular approach,
it makes me bit skeptical not to think if the same approach can wreak havoc for
companies.
While we see a successful implementation of modular design
in the manufacturing of Boeing 787 it was plagued with issues that caught media
spotlight. For instance fires that broke out in two of Japan Airline’s aircraft
at the Boston Logan airport one due to fuel leak and other due to battery
issues, and the electrical failure in the power distribution panel on a United
Airlines 787 aircraft resulting in an emergency landing.[5]
Does adopting a
modular approach at one stage strain or demand more attention to other stages
of production?
Can designing products
in modules (utilizing different suppliers for components) compromise quality?
From experience, I have observed that such an issue is not
only prevalent in manufacturing something as complex as an aircraft but as
simple as assembling a car. When Suzuki launched the Cultus hatchback in
Pakistan it was imported into the country. However, later on assembly plants
were setup in the country that would get parts of the car and put them
together, something similar to TATA distributing NANO kits to local assemblers.
Noticeably, there was a decline in product quality and the amount of complaints
arose. Issues such as lights not connected to the car’s electrical system or
emergency brake not functioning to cars missing bundled tools started to
increase. Though the whole car costing cheaper to make dented the reputation of
Suzuki to some extent.
Does it make it
trickier to align with other supply chain models?
Lastly, we have the example of the unsuccessful merger
between Daimler Benz and Chrysler[6],
both successful companies, declare huge losses due to incompatible supply chain
models. Daimler operated on an integrated model while Chrysler relied heavily
on a modular approach causing the incompatibility. In essence Chrysler made
standardized cars, offering little customization but producing high volumes,
while the Benz mantra was high cost customized hand crafted vehicles. Both
companies were unable to synchronize their supply chains to collaborate on
creating a successful vehicle. Could they have taken steps to produce a
competitive and cost effective product without disturbing their core processes?
No comments:
Post a Comment
Note: Only a member of this blog may post a comment.