While it makes sense to expect delivery of domestic goods to doorsteps within 2 days, it is highly likely to take 3 to 4 weeks to deliver the same products from offshore to the end users. The lack of a robust transportation system and relevant logistics data in some developing countries have further compounded the challenge.
An international shipper may connect to hundreds, or even thousands of trading partners including Manufacturers, origin draymen, consolidators, ocean carriers, customs brokers, pier draymen, stack train operators, destination draymen and freight payment companies, as is shown blow:
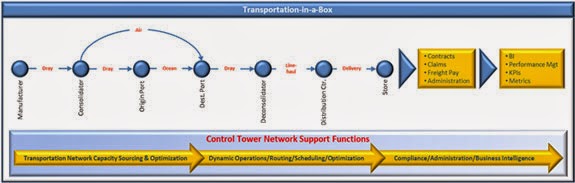
International supply chains involve complex relationships with multiple trading
partners. (Source: Accenture)
The tricky part is: many trading partners are small and unsophisticated, and thus lack the abilities to get connected to the other trading partners seamlessly, which will compose a threat to the smoothness of of global supply chains.
The solution to this challenge is a cloud-based, social-media-like platform where shippers, receivers and service providers are all virtually connected to each other. Just like how it works on Facebook, manufacturers can "friend" any air carrier, truck line or ocean carrier, and service providers can "friend" its clients and customers. All the news announcements, changes, contacts, scheduling, public pricing, service options are visible to anyone in the community, and thus allow anyone in the supply chain to make a timely response.
UPS has set a great example by introducing a cloud-based platform to improve international supply chain management. UPS Order Watch - the cloud-based platform has streamlined the management of vendors and facilitated PO-specific communication between vendor and customer. It is a good trial before getting the cloud-based system to roll out to other industries. Many jobs still need to be done, but I personally buy into the power of "clouding" in supply chain management. What do you think?
Source: http://www.cio.com/article/734647/How_Cloud_Technology_Can_Transform_Supply_Chain_Performance?page=3&taxonomyId=3015
http://www.pressroom.ups.com/Press+Releases/Archive/2012/Q4/UPS+Introduces+New+Cloud-Based+Technology+Platform+to+Improve+International+Supply+Chain+Management


